

1.定义
线束工厂热缩区域一切热风枪的操作。
2.职责
辅导员工正确操作热风枪,确保安全正常运行,进步产品质量与生产功率。
3.办理内容与办法
3.1接通电源,设置温度档为Ⅲ,温度调理为600±10℃,设备正常运转,指示灯亮

3.2按将热缩套管移至U形端子或超声波焊接处的中心位置,并将其置于热烘枪的风口中心,高度为紧贴保护罩的上表面, (距离烘枪口的高度为25MM,即保护罩的厚度),见下面示意图

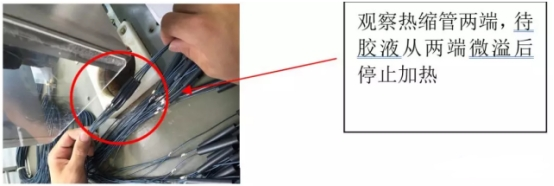
3.3均匀,同步地转动导线(和出风口至少正90°,不允许和出风口方向一致,见右图,导线与桌面平行);将热缩套管加热收缩至包紧U形端子或超声波焊接处,带胶热缩套管还须待胶液从两头微溢后中止加热。
3.4热缩套管直径与每次热缩数量的对应关系请见下表:
|
热缩套管内径 (直径D;单位mm) |
每次最大热缩数量 (单位:pcs) |
|
D≤6 |
6 |
|
6<D≤10 |
5 |
|
D>10 |
4 |
注:在台面上不能放置过多的半成品,每次最多只能放置一把
3.5常见的热缩注意事项
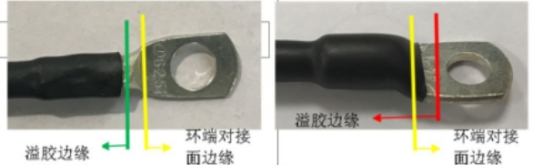
A.热缩套管溢胶位置不能超过环端对接面边缘;
B.端部无芯线显露,贴合严密,无破损;
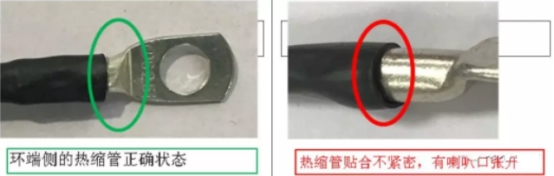
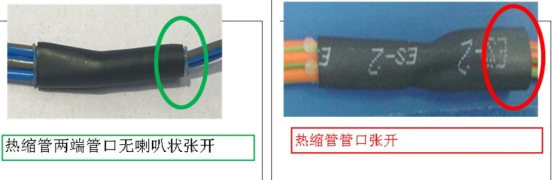
C.热缩套管两头不行有喇叭口
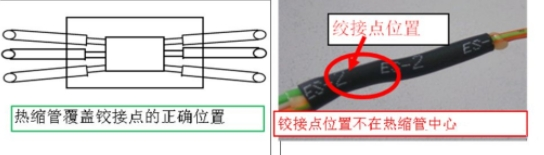
D.热缩套管应彻底掩盖绞接点,尽量居于绞接点中心
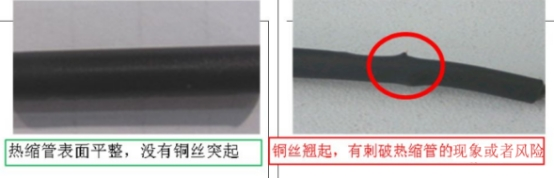
E.不行有铜丝刺破热缩套管的现象或许危险
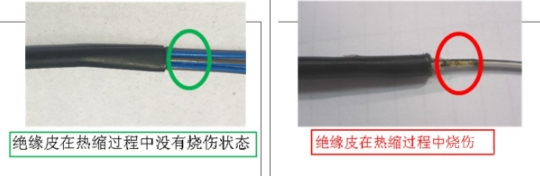
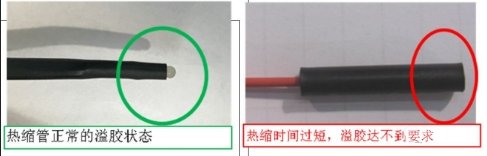
F.热缩时刻不行过长,避免发生过多的溢胶或许损伤绝缘皮
G.热缩时刻不行过短,避免无胶溢出
上一篇:电缆附件概念与技术要求介绍
